If you've ever walked into a modern café, a sleek office lobby, or a high-end boutique and found yourself staring at a wall that seems to glow from within—its surface warm, textured, and dotted with tiny, shimmering flecks that catch the light like a summer sky full of stars—chances are you've encountered Starry Orange Travertine MCM . This material has taken the architectural and design world by storm, blending the timeless elegance of natural stone with the flexibility and innovation of modern technology. But what exactly is it, and how does it go from raw ingredients to that showstopping wall or countertop? Let's pull back the curtain and explore the fascinating journey of creating this unique cladding solution, from quarry to construction site.
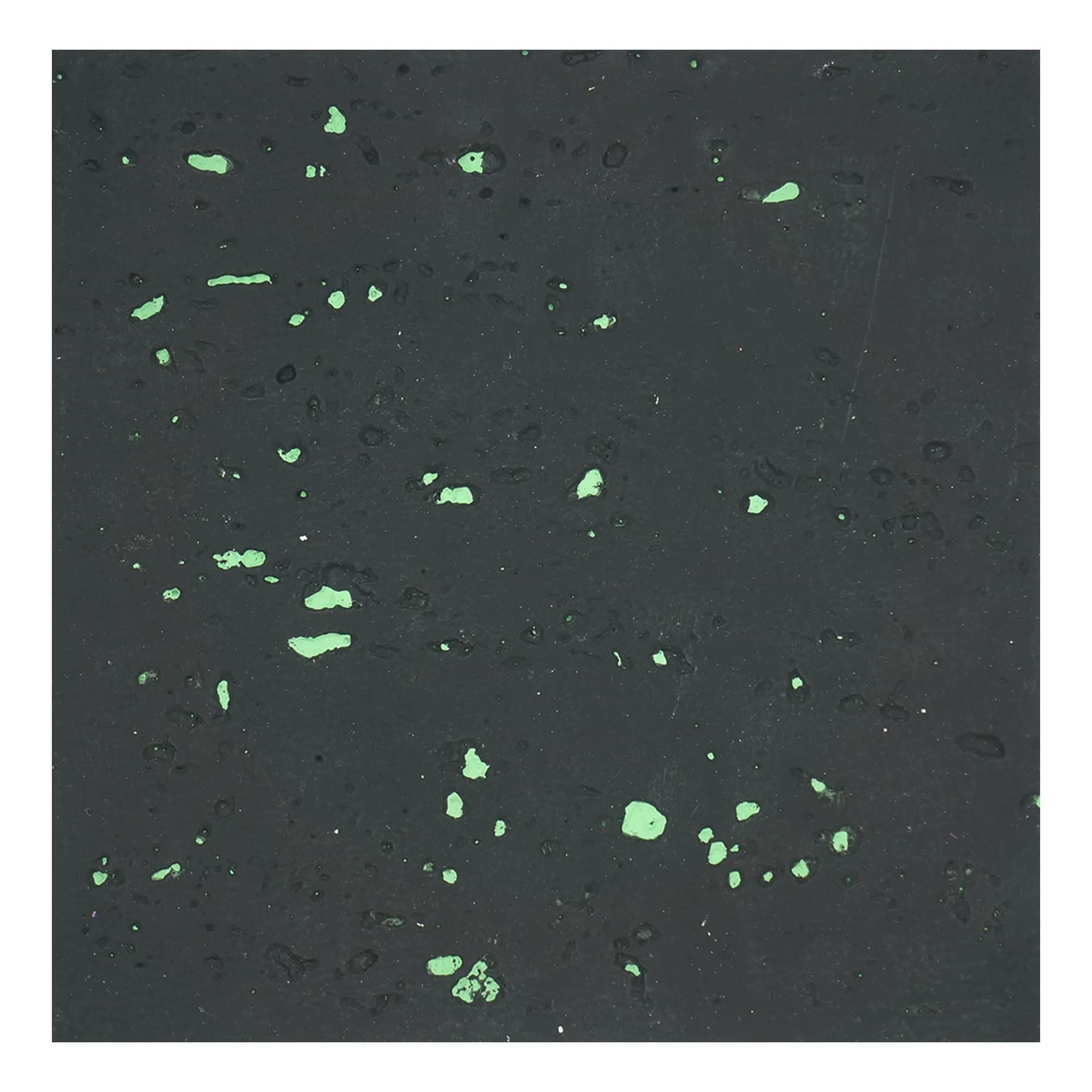
Before we dive into the production process, let's clarify what makes this material so special. MCM stands for Modified Composite Material, a category of building products designed to mimic the look and feel of natural stone, wood, or metal—without the weight, brittleness, or high maintenance of the real thing. Starry Orange Travertine MCM is a standout in this family. It's part of the broader MCM flexible stone range, known for being lightweight, bendable, and incredibly durable. Unlike traditional travertine, which is heavy and prone to cracking, this MCM variant can be curved around corners, applied to uneven surfaces, or even used as ceiling cladding—all while retaining that signature "starry" effect: tiny, iridescent particles that sparkle when hit by light, paired with a rich, warm orange base that evokes the hues of a desert sunset.
But what truly sets it apart is its versatility. It's often produced as part of the MCM big slab board series , meaning it can be manufactured in large, seamless panels (up to 1.2m x 2.4m or more) that reduce installation time and create a cohesive, uninterrupted aesthetic. And because it's made with modified composite material panels , it's also eco-friendly—using recycled materials and requiring less energy to produce than quarried stone. Now, let's break down how it's made, step by step.
Every great product starts with great ingredients, and Starry Orange Travertine MCM is no exception. The process begins with selecting the base materials, which are a careful blend of natural minerals and synthetic polymers. Here's what goes into the mix:
Quality control starts here. Each batch of raw materials is tested for purity, particle size, and color consistency. For example, if the limestone powder has too many impurities, it could create weak spots in the final panel. Similarly, the starry additives must be evenly sized—too large, and they'll stick out; too small, and the sparkle effect is lost. It's a bit like baking a cake: if your flour is lumpy or your sprinkles are the wrong size, the end result just won't work.
Once the raw materials are approved, it's time to blend them into the modified composite that forms the core of the MCM panel. This step happens in a specialized mixing chamber, where precision is everything. Here's how it works:
First, the mineral powder (limestone or dolomitic travertine) is loaded into a large, rotating drum. Then, the polymer resins are added slowly, along with a small amount of water or solvent to activate the resin's binding properties. The mixture tumbles for 20–30 minutes, heating gently to around 60°C to help the resins flow and coat every particle of mineral powder. This creates a thick, dough-like substance—think of it as "stone dough."
Next comes the color and sparkle. The orange pigments are added in measured doses, followed by the starry additives. The drum continues to rotate, ensuring the pigments and sparkles are evenly distributed. This is where the artistry comes in: experienced technicians monitor the mixture's color and texture, adjusting pigment levels or sparkle density based on visual checks. A batch that's too orange might get a touch more limestone powder to mellow it; one with too few sparkles gets an extra sprinkle of those iridescent particles. It's a balance of science (measuring ratios) and intuition (knowing when the color "feels right").
Once the mixture is uniform, it's tested for viscosity. If it's too thick, it won't flow through the production machinery; too thin, and the panel might warp during curing. Technicians adjust the resin-to-mineral ratio until it's just right—consistent enough for mass production, but with enough character to ensure each panel feels unique.
Now that we have our "stone dough," it's time to shape it into panels. Here, manufacturers have two main options: traditional hydraulic pressing or cutting-edge 3D printing building materials technology. Let's explore both, as each leaves its own mark on the final product.
For the MCM big slab board series (which includes most Starry Orange Travertine MCM panels), hydraulic pressing is the go-to method. Here's how it works: The mixed composite is poured into large, flat molds—typically rectangular, measuring 1.2m x 2.4m or larger. The mold is then placed under a hydraulic press, which applies intense pressure (up to 200 tons per square meter) to compact the material. This squeezes out air bubbles, ensures the mixture adheres evenly, and creates the panel's base thickness (usually 3–6mm, though custom thicknesses are possible).
During pressing, the mold's surface can be textured to mimic the look of natural travertine—think subtle grooves, pits, or a matte finish. For Starry Orange Travertine MCM , the mold might have a slightly rough texture to enhance the material's organic feel, making it look like it was quarried from the earth, not manufactured in a factory. After pressing, the mold is moved to a curing area, where the panel begins to harden.
For smaller projects or designs that require intricate patterns (like curved walls, custom logos, or decorative accents), manufacturers turn to 3D printing building materials technology. This is where MCM really shines as a modern material: 3D printers can extrude the composite mixture layer by layer, creating shapes that would be impossible with traditional stone. Imagine a curved feature wall in a hotel lobby, where the Starry Orange Travertine MCM flows seamlessly from floor to ceiling—3D printing makes that possible.
The 3D printer uses a nozzle that deposits the composite material in precise lines, building up the panel's thickness over time. The starry additives and pigments are evenly distributed in the printer's cartridge, so the sparkle effect remains consistent even in complex shapes. After printing, the panel is cured in the same way as pressed slabs, ensuring it retains its strength and flexibility.
Curing is where the magic happens: the soft, malleable composite transforms into a hard, durable panel. This process is all about time, temperature, and humidity control. Pressed or printed panels are moved to climate-controlled curing rooms, where they're left to set for 12–24 hours (depending on thickness and ambient conditions).
The curing room is kept at a steady 40–50°C with low humidity. This slow, controlled drying allows the polymer resins to cross-link—forming strong chemical bonds that give the panel its rigidity and resistance to water, heat, and impact. Think of it like baking bread: if you rush the process (by cranking up the heat), the outside might burn while the inside stays raw. Curing too slowly, on the other hand, could lead to mold growth or uneven hardening. Technicians monitor the room's conditions around the clock, adjusting temperature and airflow to ensure each batch cures uniformly.
During curing, the starry additives settle slightly, creating that "depth" effect you see in finished panels. Some particles rise to the surface, catching light more easily, while others stay embedded deeper, giving the material a layered, three-dimensional look. It's a happy accident of the curing process—one that makes each panel feel uniquely alive.
No MCM panel leaves the factory without passing a battery of tests. After curing, each batch undergoes rigorous quality checks to ensure it meets the high standards of the MCM flexible stone category. Here are the key tests:
| Test Type | What It Checks | Passing Criteria |
|---|---|---|
| Flexibility Test | Can the panel bend without cracking? | Must bend to a 30° angle (around a 5cm radius) without visible damage. |
| Impact Resistance | Does it stand up to bumps and knocks? | Survives a 1kg weight dropped from 1m height with no chipping or cracking. |
| Water Absorption | Is it moisture-resistant? | Absorbs less than 1% of its weight in water after 24-hour submersion. |
| Color Fastness | Will the orange fade in sunlight? | No visible fading after 1000 hours of UV exposure (simulating 10 years of sunlight). |
| Starry Effect Uniformity | Are the sparkles evenly distributed? | At least 90% of the panel's surface has visible starry flecks; no bare patches. |
Panels that fail any test are either recycled into new batches (MCM is highly recyclable!) or discarded. This strict testing is why Starry Orange Travertine MCM is trusted for high-traffic areas like airports, shopping malls, and schools—it's not just pretty; it's tough.
Once a panel passes all tests, it's time to turn it into a usable product. Large slabs from the hydraulic press are cut into standard sizes (like 60cm x 60cm, 1m x 2m, or custom dimensions requested by clients) using diamond-tipped saws. These saws slice through the material cleanly, leaving smooth edges that are easy to install.
The final finish is applied next. Most Starry Orange Travertine MCM panels get a matte or satin sealant to protect the surface and enhance the starry effect. The sealant is sprayed on thinly and left to dry for 2–3 hours, creating a barrier against stains, dirt, and moisture without dulling the sparkle. Some clients opt for a glossy finish, though this is less common, as it can make the starry flecks appear too "shiny" and artificial.
Finally, the panels are packed with care. They're stacked with foam padding between each slab to prevent scratching, then wrapped in moisture-resistant plastic and loaded into cardboard boxes. Each box is labeled with the product name, batch number, size, and installation instructions—because even the most beautiful material is useless if it's damaged in transit.
So, why has Starry Orange Travertine MCM become a favorite among architects and interior designers? Let's break down its appeal:
Creating Starry Orange Travertine MCM is a dance between nature and technology. It starts with the earth—limestone, minerals, and pigments—and ends with a material that's as flexible as it is beautiful, as durable as it is sustainable. From the careful selection of raw materials to the precision of 3D printing, from the quality tests to the final finishing touches, every step is designed to turn a simple composite into something that feels almost alive: a wall that doesn't just divide space, but transforms it.
So the next time you spot that starry orange glow in a building near you, take a moment to appreciate the journey it took to get there. It's more than just a wall covering—it's a testament to how innovation can make the beauty of nature more accessible, more versatile, and more wonderful than ever before.
Recommend Products